


So sánh cắt plasma Hypertherm với cắt Oxyfuel
Plasma nhanh chóng trở thành công nghệ cắt được lựa chọn rộng rãi trên thế giới. Một người sử dụng cắt oxyfuel có kinh nghiệm có thể có được kết quả cắt tốt với các ứng dụng nào đó , ví dụ như cắt thép cácbon thấp rất dầy. Tuy nhiên, với tốc độ cắt nhanh, chất lượng cắt cực cao, và có khả năng cắt nhiều loại vật liệu, plasma là lựa chọn lý tưởng cho nhiều ứng dụng cắt kim loại.
Cắt bằng plasma với thiết bị cắt của Hypertherm có những ưu thế hơn hẳn so với cắt bằng ôxy-gas như sau:
-
Chất lượng cắt tốt hơn
-
Năng suất cắt cao hơn
-
Chi phí cắt trên mỗi chi tiết cắt thấp hơn
-
Lợi nhuận cao hơn
-
Dễ sử dụng hơn
-
Tính linh hoạt cao hơn
-
Sử dụng an toàn hơn
Chất lượng cắt tốt hơn
Xỉ, vùng ảnh hưởng nhiệt và góc cắt là các yếu tố chính đánh giá chất lượng cắt. Với vết cắt plasma, hầu như không có xỉ và vùng ảnh hưởng nhiệt rất nhỏ so với cắt bằng ôxy.
Quá trình plasma sử dụng nhiệt độ cao và khí nén áp lực lớn để làm tan chảy kim loại và thổi vật liệu nóng chảy ra từ mạch cắt. Cắt bằng ngọn lửa oxy tạo ra một phản ứng hóa học giữa oxy và thép, tạo xỉ oxit sắt hoặc vảy sắt. Do sự khác biệt trong quá trình này, xỉ sắt hình thành trong quá trình cắt plasma ít hơn, và xỉ này ít bám dính hơn do đó dễ dàng loại bỏ.
Hình dưới đây cho thấy mạch cắt không có xỉ (chi tiết dày 50mm) khi sử dụng máy cắt HyPerformance HPR400XD.

Xỉ cắt
Quá trình plasma sử dụng nhiệt độ cao và khí nén áp lực lớn để làm tan chảy kim loại và thổi vật liệu nóng chảy ra từ mạch cắt. Cắt bằng ngọn lửa Oxy tạo ra một phản ứng hóa học giữa oxy và thép, tạo xỉ oxit sắt hoặc vảy sắt. Do sự khác biệt trong quá trình này, xỉ sắt hình thành trong quá trình cắt plasma ít hơn, và xỉ này ít bám dính hơn do đó dễ dàng loại bỏ.
Mẫu cắt dầy 30mm bằng máy cắt tay Powermax, mặt cắt khá phẳng và không có xỉ

Mẫu cắt dầy 30mm bằng mỏ cắt tay ôxy-gas, mặt cắt thô ráp hơn và có xỉ

Vùng ảnh hưởng nhiệt
Một trong các mối quan tâm khi cắt kim loại là kích thước vùng ảnh hưởng nhiệt. Nhiệt độ cao làm thay đổi cấu trúc kim loại, làm biến dạng chi tiết do nhiệt. Với quy trình cắt nào cũng vậy, khi mỏ cắt di chuyển nhanh hơn thì vùng ảnh hưởng nhiệt nhỏ hơn. Vì vậy, tốc độ cắt plasma nhanh hơn tạo nên vùng ảnh hưởng nhiệt nhỏ hơn, do đó cần ít thời gian hơn cho việc xử lý sau khi cắt.
Các màu nóng cũng có thể là một mối quan tâm đối với một số người sử dụng cắt oxyfuel. Không giống như vùng ảnh hưởng nhiệt (Haz) không thể nhìn thấy được, nhiệt độ màu chỉ ra một sự đổi màu của kim loại. Thêm nữa, tốc độ cắt plasma nhanh hơn tạo nên một khu vực màu nhiệt nhỏ hơn. Những hình ảnh này cho thấy sự khác biệt giữa hai mẫu cắt vật liệu thép cacbon giống hệt nhau – một cắt bằng plasma và mẫu khác với oxyfuel. Cắt ôxyfuel với tốc độ chậm hơn tạo nên khu vực màu nhiệt lớn hơn 5 lần so với kích thước của màu nhiệt trên mảnh cắt với plasma.
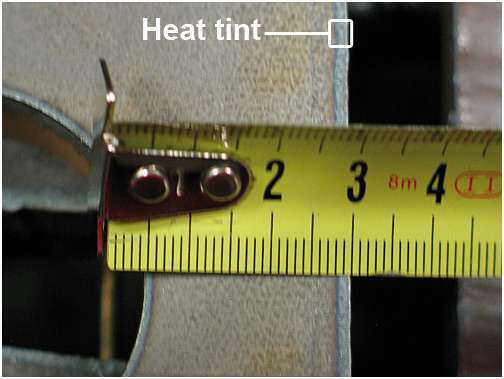
Màu nhiệt chỉ là 2mm khi cắt bằng plasma

Màu nhiệt lớn hơn 10mm khi cắt bằng oxy-gas
(Xem tiếp phần 2)
Nguồn: Proweld.vn

Viết bình luận của bạn